Технология сварки высоколегированных (нержавеющих) и жаропрочных сталей и сплавов
Температура плавления стали типа 18-8 составляет 1475°С. Такие стали широко применяются в пищевой, химической, авиационно-космической, электротехнической промышленности
Высоколегированные стали
Марка |
Свариваемость |
Технологические особенности сварки |
12X18H9T, 12X18H10T, 08X18H10T, 12X17H9T |
Хорошая |
Присадок Св-01Х19Н9, Св-04Х19Н9, Св-07Х19Н10Б |
XH78BT, ХН75М6ТЮ |
Присадок Cв-XH78T |
|
12X17,08Х17Т, 15Х25Т |
Ограниченная |
Рекомендуется термообработка Присадок Св-07Х25Н13, Св-08Х14ГНТ, Св-13Х25Т |
20X13 |
Удовлетворительная |
Подогрев и последующая термообработка. Присадок Св-12X13, Св-20Х13, Св-06Х14 |
10Х14Г14Н4Г |
Подогрев и последующая термообработка. Присадок Св-04Х19Н9 |
|
08X17H5M3 |
Необходима термообработка. Присадок Св-06Х21Н7БТ |
|
15Х17АГ14 |
Подогрев и последующая термообработка. Присадок Св-01Х18 |
Трудности при сварке
Защитный газ необходимо предварительно просушить или добавить к нему 2-5% кислорода. Это обеспечит плотность шва.
Нужно поддерживать самую короткую дугу и добиваться получения шва с низким коэффициентом формы (отношением ширины шва к его толщине). Иначе в металле шва и околошовной зоны появятся горячие (кристаллизационные) трещины.
После сварки металл должен как можно быстрее остыть. Для этого используют медные, охлаждаемые водой, подкладки; промежуточное остывание слоев; охлаждение швов водой. Эго повысит коррозионную стойкость сварного соединения.
Подготовка к сварке

Кромки стыкуемых деталей из высоколегированных сталей лучше подготавливать механическим способом. Однако допускаются плазменная, электродуговая, газофлюсовая или воздушно-дуговая резка. При огневых способах резки обязательна механическая обработка кромок на глубину 2-3 мм
КОНСТРУКТИВНЫЕ РАЗМЕРЫ СТЫКОВЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ
Подготовка кромок и вид собранного стыка |
S, мм |
b, мм |
с, мм |
α, град. |
 |
1-1,5 2-3 |
1-0,5 1+0,5 |
- - |
- - |
 |
4-5 6-7 |
1±0,5 1±0,5 |
1±0,5 1,5±0,5 |
45+2° |
 |
8-10 10-12 12-16 |
1±0,5 1,5±0,5 2,5±0,5 |
1,5±0,5 |
30+3° |
Снимать фаску для получения скоса кромки можно только механическим способом. Перед сборкой свариваемые кромки защищают от окалины и загрязнений на ширину не менее 20 мм снаружи и изнутри, после чего обезжиривают.

Сборку стыков выполняют либо в инвентарных приспособлениях, либо с помощью прихваток. При этом необходимо учесть возможную усадку металла шва в процессе сварки. Ставить прихватки в местах пересечения швов нельзя. К качеству прихваток предъявляются те же требования, что и к основному сварному шву. Прихватки с недопустимыми дефектами (горячие трещины, поры и т.д.) следует удалить механическим способом.
Выбор параметров режима. Основные рекомендации те же, что при сварке углеродистых и низколегированных сталей. Главная особенность сварки высоколегированных сталей - минимизация погонной энергии, вводимой в основной металл. Это достигается соблюдением следующих условий:
- короткая сварочная дуга;
- отсутствие поперечных колебаний горелки;
- максимально допустимая скорость сварки без перерывов и повторного нагрева одного и того же участка;
- минимально возможные токовые режимы.
Техника сварки. Основное правило: поддерживать короткую дугу, поскольку при этом расплавленный металл лучше защищен газом от воздуха. При сварке в аргоне W-электродом подавать присадочную проволоку в зону горения дуги следует равномерно, чтобы не допускать брызг расплавленного металла, которые, попадая на основной металл, могут вызвать очаги коррозии.
В начале сварки горелкой подогревают кромки и присадочную проволоку. После образования сварочной ванны выполняют сварку, равномерно перемещая горелку по стыку. Необходимо следить за глубиной проплавления, отсутствием непровара. По форме расплавленного металла сварочной ванны определяют качество проплавления: хорошее (ванна вытянута по направлению сварки) или недостаточное (ванна круглая или овальная)

Короткая дуга, сварка углом вперед, «ниточные» швы - все это обеспечивает получение швов с повышенной сопротивляемостью образованию горячих трещин. Значение сварочного тока уточняют при сварке пробных стыков
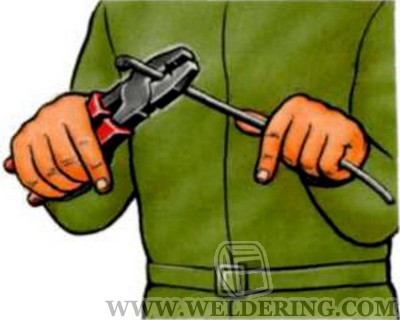
Окисленный конец проволоки удаляют кусачками или пассатижами
Толщина свариваемого металла, мм |
0,5 |
1 |
2 |
4 |
Диаметр W-электрода, мм |
1 |
1,5 |
2,5 |
4 |
Расход W-электрода на 100 пог.м шва, мм |
6 |
8 |
23 |
132 |